






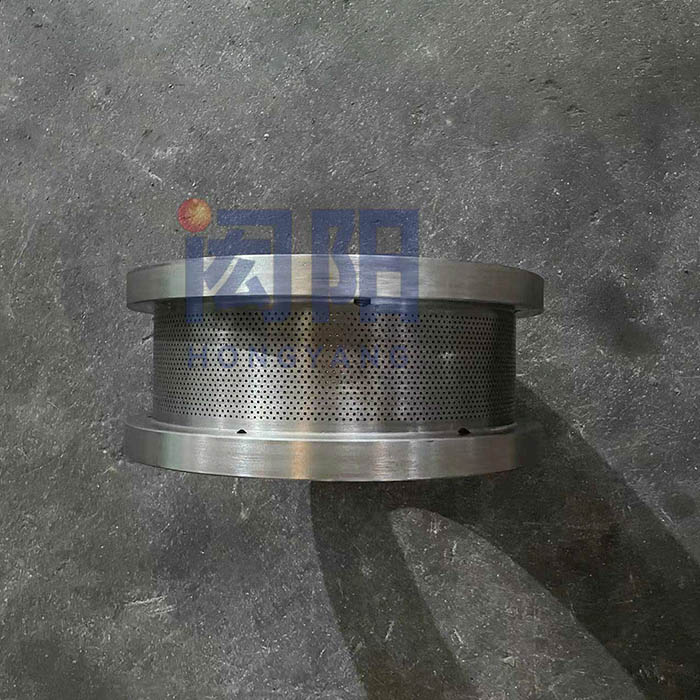
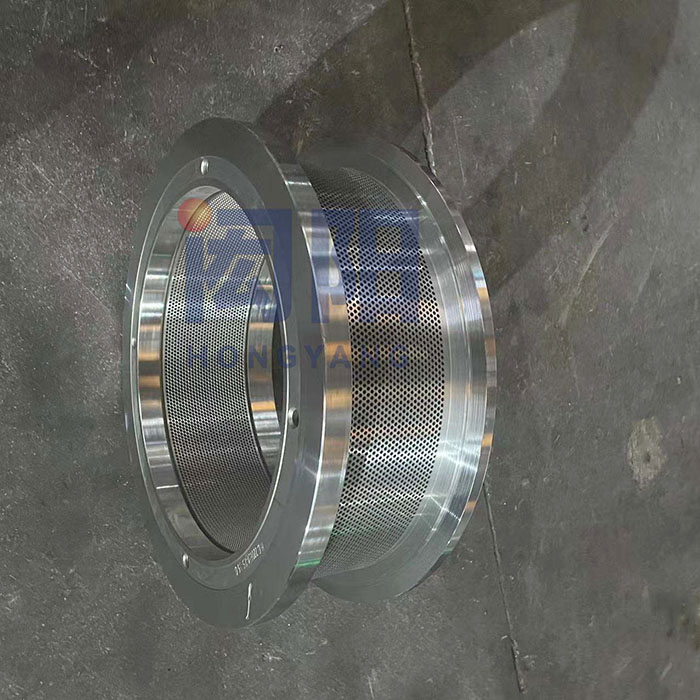
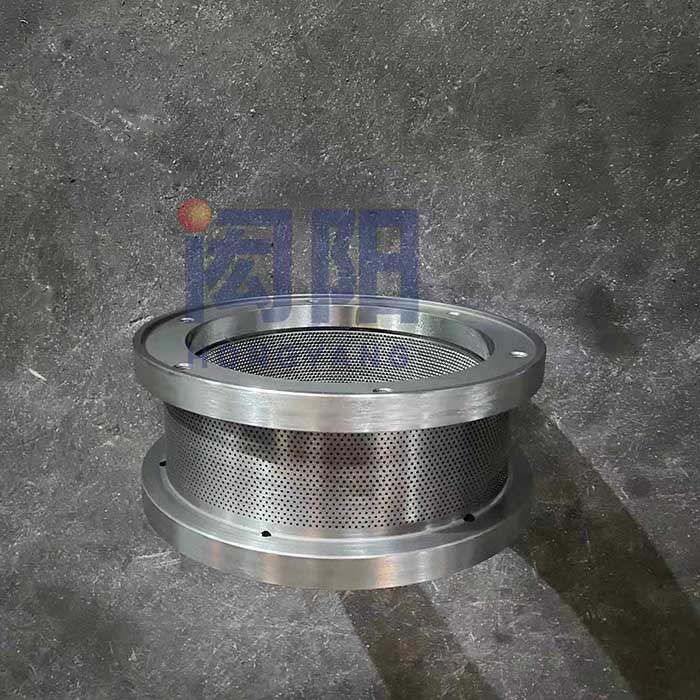
Matrice ad anello per pellet di alimentazione HUAMU HKJ 250
Caratteristiche del prodotto
1. Selezionare billette di alta qualità provenienti da processi di raffinazione fuori forno e da prodotti degassati.
2. Lo stampo adotta una punta da trapano importata e un gruppo di fori multi-stazione, il foro dello stampo viene formato in un'unica operazione, la finitura è elevata, l'aspetto del materiale prodotto è bello, la produzione è elevata, il materiale viene scaricato senza intoppi e le particelle sono ben formate.
3. Lo stampo adotta un processo di trattamento combinato di forno a vuoto americano e forno a tempra continua, che garantisce una tempra uniforme, una buona finitura superficiale e un'elevata durezza, assicurando una durata di servizio doppia.
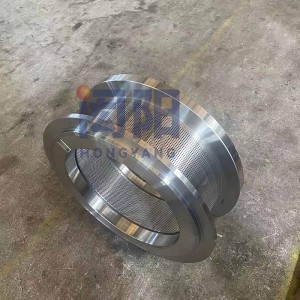
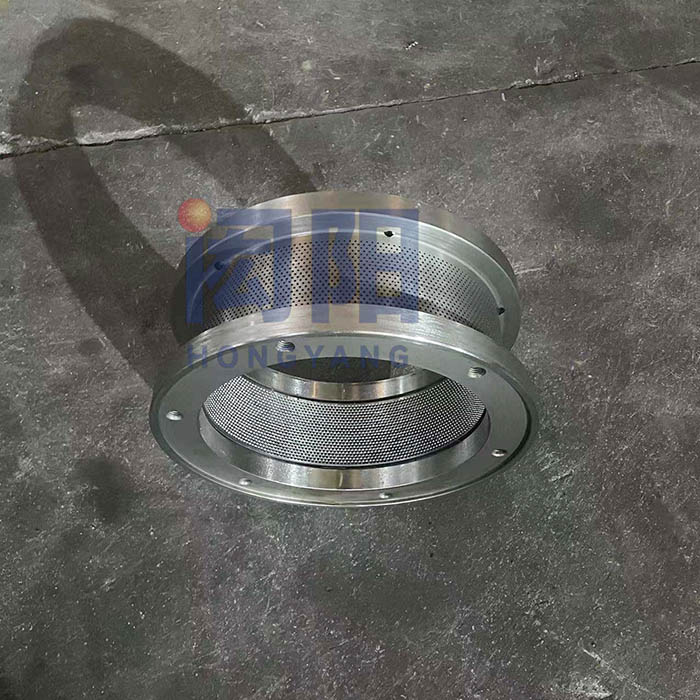
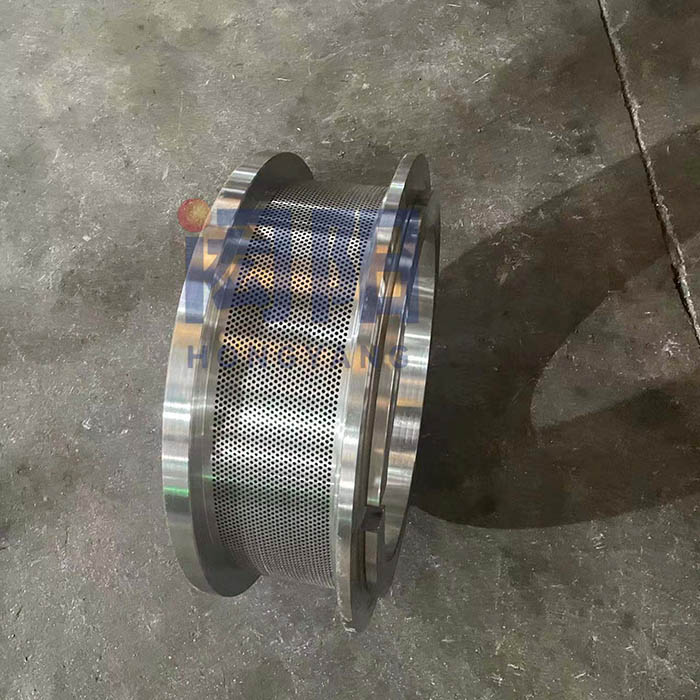
Esposizione del prodotto
Dal 2006, la nostra azienda si dedica alla produzione di stampi ad anello professionali per l'industria chimica. Gli stampi prodotti sono adatti per pollame, anatre, pesce, gamberetti, trucioli di legno, materiali compositi, ecc., e rappresentano ora una fase tecnologica avanzata. La nostra azienda utilizza una macchina foratrice a cinque assi CNC per stampi per pneumatici, una foratrice a quattro teste e una smussatrice a controllo numerico per stampi ad anello.
I modelli base di matrici ad anello prodotte dall'azienda sono: 200-600; è possibile ordinare tutti i tipi di matrici di Zhengchang, Muyang, Shende e CPM.

Risoluzione dei blocchi
Se la matrice anulare si blocca durante la produzione di pellet, è necessario rimuoverla dalla macchina e pulirla.
1. Il metodo più comune consiste nell'utilizzare un trapano elettrico per ostruire l'alimentazione nel foro della matrice.
2. Se il diametro dello stampo ad anello ostruito è inferiore a 2,5 mm, lo stampo può essere immerso in acqua e riscaldato. Il materiale all'interno del foro dello stampo si espanderà lentamente e fuoriuscirà dal foro stesso grazie al prolungato tempo di ebollizione, in modo che il materiale all'interno del foro si allenti. Dopo 1 o 2 giorni di cottura, raschiare via il materiale fuoriuscito, quindi posizionare lo stampo ad anello sul granulatore per la macinazione e premere per espellere il materiale residuo dal foro.
3. Per ostruire la matrice anulare con piccola apertura, si può anche utilizzare il metodo di cottura con olio caldo, in modo che il materiale presente nel foro della matrice, ad alta temperatura, si trasformi in una polvere fine e possa quindi essere espulso. Procedura specifica: realizzare una bacinella metallica più grande della matrice anulare, inserirvi la matrice, aggiungere olio n. 15 e immergerla sulla superficie della matrice; riscaldare l'olio per circa 6-8 ore, finché non si formano poche bolle.
ImparentatoBIGLIETTI
-

Matrice ad anello Buhler Matrice per pellettatrice
-

Matrice ad anello serie CPM per pellettatrice
-

Matrice per pellet di alimentazione Matrice ad anello SZLH535
-

Matrice ad anello per pellet di alimentazione HUAMU HKJ 250
-

Matrice ad anello Andritz PM717
-

Matrice ad anello per pellet
-

Ricambi per matrici ad anello OGM per pellettatrici
-
EVENTI
-
Categoria di prodotto
-
Contattaci
-
 Tel: +86 18851202909
Tel: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, città di Liyang, provincia di Jiangsu, Cina
NO.201 Zhengchang Road, Kunlun Street, città di Liyang, provincia di Jiangsu, Cina -
 E-mail: hy.ringdie@outlook.com
E-mail: hy.ringdie@outlook.com
-
-
Social media






Prodotti caldi - Mappa del sito - AMP Mobile
Matrice ad anello per pellet, Matrice ad anello per pellettatrice, stampo ad anello, Matrice ad anello per pellettatrice, Matrice per pellet, Matrice ad anello per pellet di mangime,